
当代吹塑工夫源于上世纪三十年代,经由众年的生长,已生长成为继注塑和挤出除外的第三大塑料加工形式,吹塑工夫与注塑比拟较,修筑制价低,可成型庞杂的中空成品,普通利用于包装,软料业及玩具、汽业修设等行业。本文合键从以下四个方面为群众疏解吹塑工夫的重点及特质。
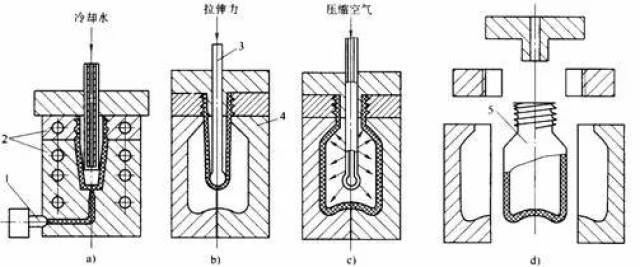
目前,注塑拉伸吹塑工夫利用比注吹更为普通,这种吹塑形式实践也是打针吹塑,只只是填补了轴向拉伸,便吹塑越发容易及能耗下降。注拉吹可能加工成品的体积比注吹要大少许,吹制的容器体积正在0.2~20L,其劳动流程如下:
③ 转至拉—吹工位,合模。型芯内推杆沿轴向拉伸型坯,同时吹气使型坯贴紧模壁并冷却;
③ 转至拉—吹工位,合模。型芯内推杆沿轴向拉伸型坯,同时吹气使型坯贴紧模壁并冷却;
挤出吹塑是吹塑成型中利用最众的一种吹塑料形式,其可能加工的边界很广,从小型成品到大型容器及汽车配件,航天化工成品等,加工流程如下:
(1—挤出机头; 2—吹塑模; 3—型坯; 4—压缩气氛吹管; 5—塑件)
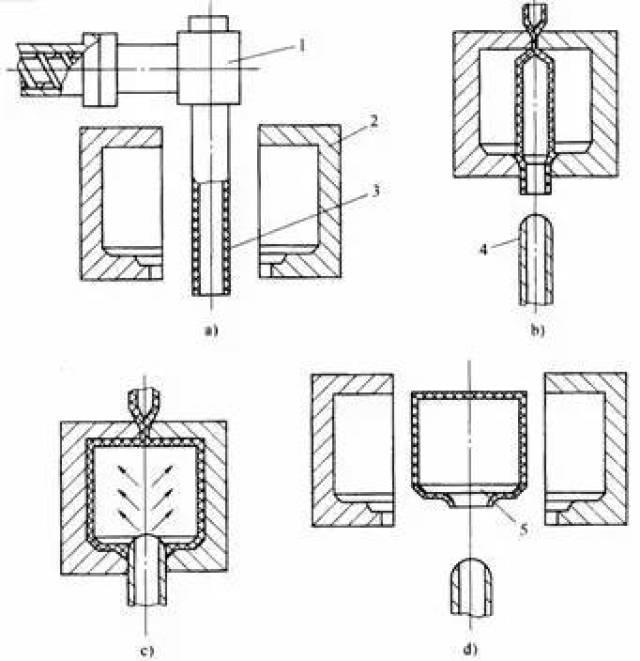
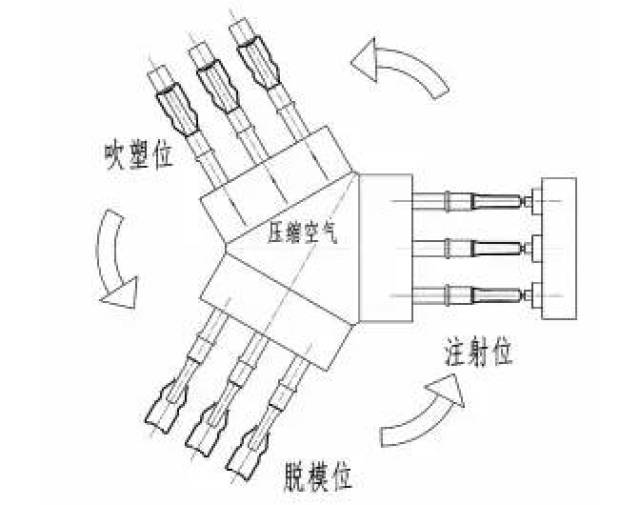
注塑吹塑是归纳了打针成型与吹塑特质的成型形式,目前合键利用于吹制精度恳求较高的饮料瓶及药瓶及少许小型的组织零件等。
③ 芯棒把型坯置于吹塑模之间,合模。接着,压缩气氛通过芯棒中央吹入型坯内,吹胀使之贴紧模壁,并使之冷却。
③ 芯棒把型坯置于吹塑模之间,合模。接着,压缩气氛通过芯棒中央吹入型坯内,吹胀使之贴紧模壁,并使之冷却。
吹塑型坯→注塑模开模转至吹膜工位→合模吹塑及冷却→回旋至脱模工位取件→型坯
好处:成品强度相对较高,精度高。容器上不造成接合缝,不需修整,吹塑件透后度及轮廓光洁度较好,其合键操纵于硬质塑料的容器与广口容器。
差池:机械的修筑制价很高,能耗大,平常只成型容积斗劲小的容器(500ml以下),不行成型形势庞杂的容器,难以成型椭圆造成品。
总结:无论是打针吹塑或注拉吹,挤拉吹塑,其都分为一次成型及两次成型法工艺,一次成型法自愿化水平高,型坯的夹持及转位体系恳求精度高,修筑制价高。平常大家厂家都利用两次成型法,即通过注塑或挤出先成型型坯,再将型坯放入另一台死板(注吹机或注拉吹机)吹出制品,坐褥效力较高。
吹塑成品普通利用于各行业,更加是饮料及药品包装业获得豪爽的利用,玩具业利用亦很普通,如:吹制婴儿奶瓶,中空浮水件,圣诞节灯罩,玩具逛艇,儿童学行车配件及少许大型玩具,如滑梯轨道、基座等。

跟着产物恳求的差异,产物策画的核心亦差异,对玩具类产物吹塑成品更侧重对安闲性及物理测试(拉、扭、掷及应力开裂的考量),而对容器类成品,则更看重及耐压、耐侵蚀及有优异的阻透性的恳求。
平常地,吹塑成品的拐角,棱角处都要做成R过渡,由于尖角处的吹胀比斗劲大容易变成壁厚不匀称,其余锐角处也容易发作压力开裂,制件的R过渡可使成品壁厚匀称。
B.如要改革成品的抗瘪陷功能,也可将轮廓策画成利于受力的弧状组织并辅以增强筋,瓶类成品肩部要斜少许,不行安宁直;
平常瓶底做成内凹形势填补强度及安排安靖性。比如,咱们大凡睹到的盛装食用油的瓶子,轮廓通常有少许坎坷的形势,除可填补瓶体强度外,也有利于贴字号等。

吹塑工夫之以是生长及利用如许普通,与吹塑原料的生长是相辅相承的,吹塑原料已由最初的LDPE、PET、PP及PVC成品逐步生长可能吹塑工程塑料、橡胶、以及少许复合原料。
挤出吹塑是正在粘流态下举办的,所认为省略型坯垂伸,优化壁厚散布,大凡用分子量较大的塑料。
注塑吹塑是正在高弹态下举办,为省略注塑型坯能耗,利用少许易于活动的塑料(分子量较小的塑料)。
平常利用非结晶塑料,因非结晶塑料分子间缠结力较小,更易于拉伸。固然PET也结晶,但其仍是最合键的拉伸吹塑原料,其结晶速率相当慢。总之,吹塑级塑胶绝大一面都具有中等至较高的分子量散布。
HDPE、LLDPE、LDPE、PP、EVA平常用于吹塑工业用成品,容器及玩具配件,化学药品的储存容器等。
PETG、PETP合键用于吹制碳酸饮料包装瓶、酒瓶等已慢慢代替PVC而被普通利用,差池是其本钱较高,合键用于注拉吹塑。
ABS、SAN、PS、PA、POM、PMMA、PPO等已被逐步利用正在汽车、医药、家电、化工等行业,更加是PC及其共混塑胶,可吹制高等的容器及汽车用品(PC/ABS等)。
大凡有SBS、SEBS、TPU、TPE等吹塑做胶料,而热固性塑料及硫化橡胶及交联PE是不行举办吹塑加工的。

PE、PET、PVC、PP、PC及POM,合键用于成型精度恳求较高,体积较小的容器及组织件;
模具大凡唯有型腔一面,没有凸模,模具轮廓平常不需做硬化收拾,型腔所秉承的吹胀压力较注塑要小良众,平常为0.2~1.0MPG,制价较低。
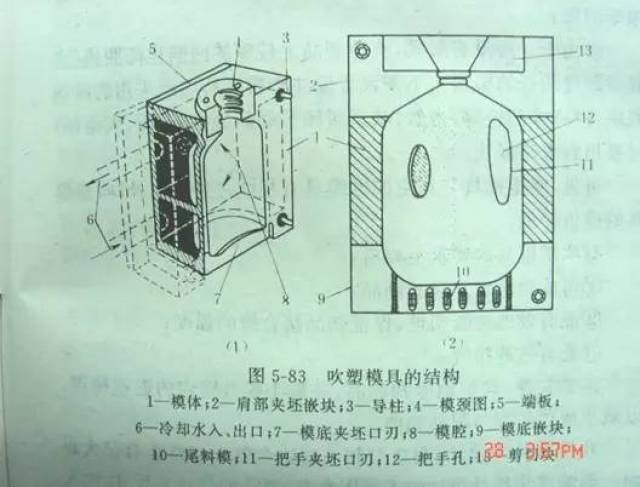
大凡利用铝合金修设,而对待有侵蚀性的胶料如:PVC和POM,也利用铍铜或铜基合金;对待寿命恳求较高的模具,如吹塑工程塑料ABS、PC、POM、PS、PMMA等需用不锈钢来制做模具。

平常要安排正在对称面上,减小吹胀比,如椭圆造成品,分模面正在长轴上,距造成品,则通过中线) 型腔轮廓
对PE料应稍微有点粗陋,小砂轮廓有利于排气;而其他塑料(如:ABS、PS、POM、PMMA、NYLON等)的吹塑,其模具型腔平常不行喷砂,可正在模腔分模面处做排气槽,或正在型腔上做排气孔,平常型腔上的排气孔直径φ0.1~φ0.3,长度为0.5~1.5mm。
型腔尺寸的策画要商讨塑料的压缩率,的确可能参考常睹塑料压缩率,可能点击蓝色蓝色贯穿查看:→常用塑胶原料压缩率大全总汇
平常地,对吹塑工程塑料及较硬质的塑料,割断刃口处要用耐磨性好的原料,如铍铜,不锈钢等来修设;而对待LDPE、EVA等软质塑制成品,平常铝合金则可能了;
割断刃口要挑选合理的尺寸,过小会下降接缝处强度,过大则无法割断及分模面处夹口大,而正在割断刃口下方开尾料槽,尾料槽处策画成夹角,割断时可将少量熔体挤入接合缝,从而升高接合缝处强度。
策画差异于挤出吹塑,合键区别是,注吹模不需割断刃及尾料槽,注吹件的型坯策画至极苛重,其直接合连到制品品德。
d.按成品的形势,正在吹胀比大的地方,壁厚要厚,而正在吹胀比小的地方,壁厚要薄少许;
吹气杆的组织按照模具组织及成品恳求而定,平常进气杆孔径的选择边界是:L1 :孔径φ1.5 ;
要着重左右型坯的垂伸地步及皱缺陷。如垂伸太长,则壁厚会减小且切除的余料也增加;如垂伸不足,型坯太短,则无法吹胀。
型坯消浸到肯定长度时,因为型坯上部熔体不行秉承型坯自重而发作圆周应力而发作;平常地,熔体强度较高,型坯直径膨胀小,挤出速度高及模口间隙大少许均有助于改革皱折。
另一题目是型坯消浸时,壁厚不均,大凡正在机头口模上装有六方螺母,可能用来调整芯棒与口模的间隙。
要获取优异的制件轮廓质地,肯定要属意排气,如PE料正在模轮廓喷砂,喷砂粒度小于180#,而硬质塑料的吹塑模做排气孔,排气针及排气槽等;其余,升高吹胀压力对改革成品外观亦有助助。

